環境温度:三次元測定機の意外に見落とされた落とし穴

接触式・非接触式三次元測定機は顧客のより厳しい仕様を満たす為、より精密で、より速い測定機を目指して技術進歩を遂げてきました。
測定者はこのより精密な測定機を使い、より精巧な測定を⾏いたいと希望しています。しかしながら、測定環境がしばしば忘れられています。
長さ誤差 = 材料の長さ + 温度変化 + 膨張係数
150mmのガラスが1℃変化すると、長さの変化は1℃当たり0.0005mm (0.5μ)です。
これは、600mmのガラス測定では、もし設定温度が20℃で、室温が23℃なら、3℃の温度差が生じ、0.006mm(6μ)の誤差が生じる事を意味します(1℃当たり0.0005mm x 温度変化3℃ x 長さ4倍)。但し、ガラスの温度が測定機の温度に合わされている場合です。ガラスの温度が異なる場合は更に問題を複雑にし、相対立する問題にぶつかることになりますから、絶えず、温度管理を⼼掛ける必要があります。
温度補正された測定機は最高の精度を提供
マイクロ・ビュー三次元測定機には、最高の測定精度を保証する為、高度な演算機能をもった温度補正演算アルゴリズムが装備されています。
1. 温度変化に対して
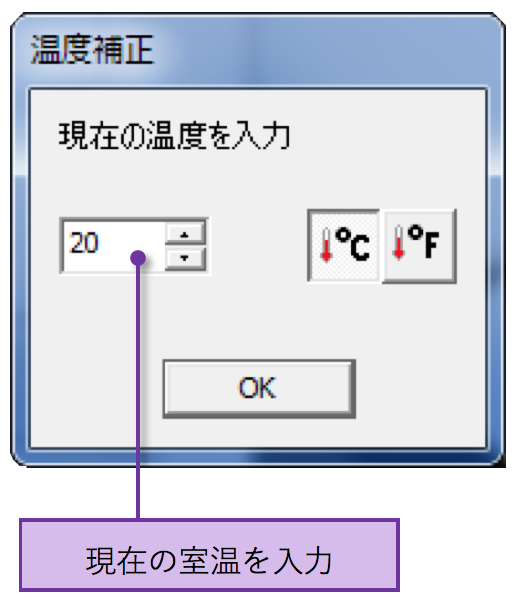
マイクロ・ビュー三次元測定機では、推奨測定温度(20℃±2℃)以外の温度でも、温度変化による影響を最小に抑える為、温度補正演算アルゴリズムで要素のサイズや距離を正しく計算します。 新しい温度は温度補正ダイアログボックスから簡単に入力出来ます。
2. 部品の熱膨張に対して
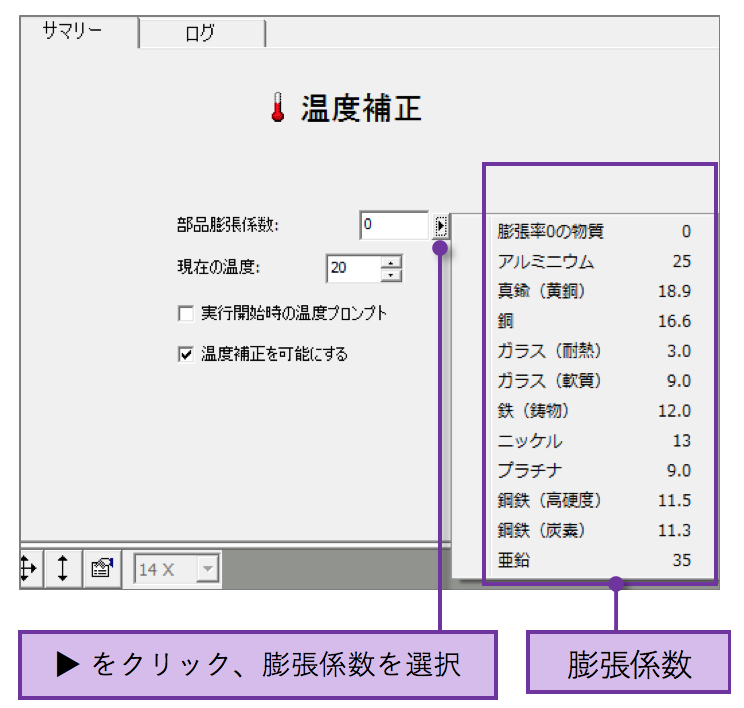
マイクロ・ビュー三次元測定機には、部品(ワーク)膨張係数が用意されていて、リストボックスから当該物質が選択できます。膨張係数の初期設定値は部品修正無しで0です。温度変化を修正するには、その部品の妥当な膨張係数が入力できます。これにより、部品の熱膨張が補正されます。
管理された環境条件下での測定精度は、温度補正を用いて改善されます。温度補正効果が顕著なのは、大きな部品の高精度測定に於いてです。室温と部品の扱い方も、測定に際しては考慮されねばなりません。マイクロ・ビュー三次元測定機は、先端の温度補正機能で最高の精度をご提供いたします。
