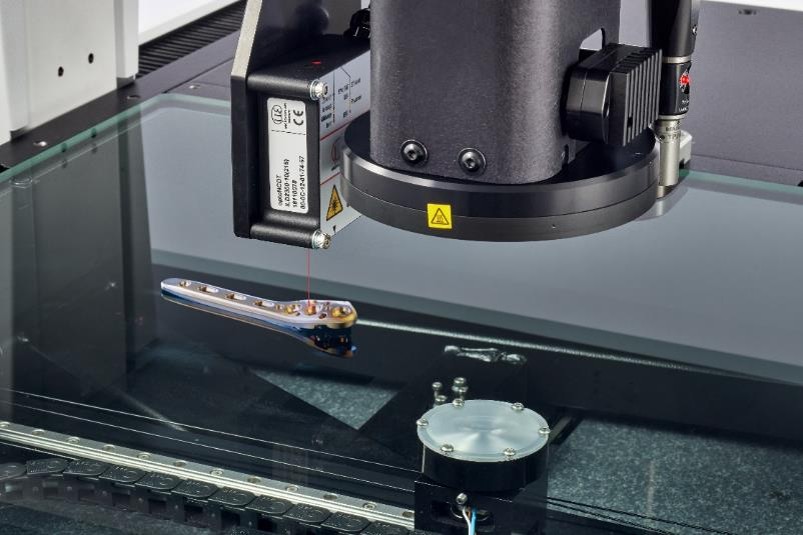
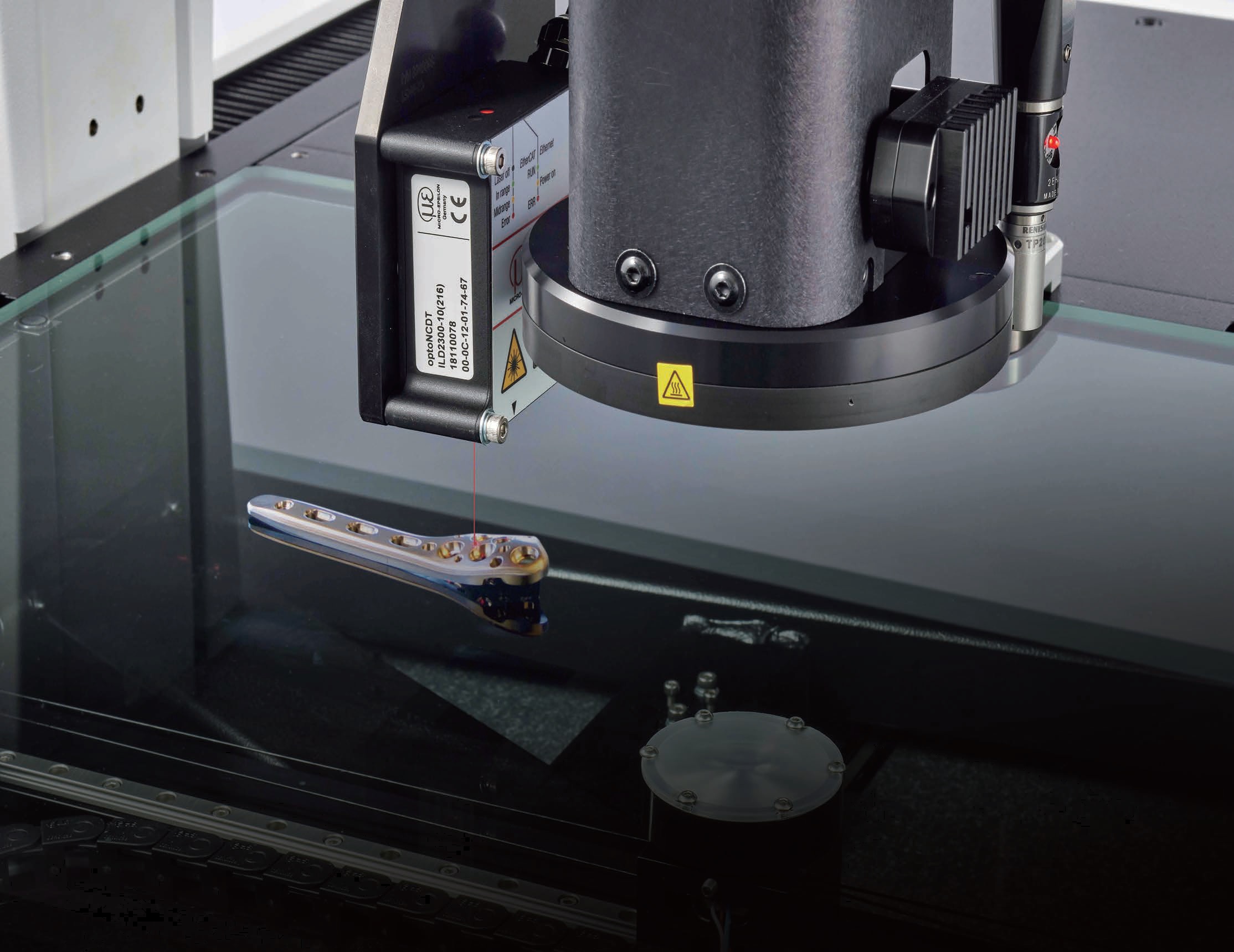
照明が届かない深溝(穴)や表面(凹凸面、粗面、鏡面)の測定に使われる非接触式レーザー測定は、センサーがレーザー光を測定対象物に照射し、その反射光を受光部で受けて三角測量することで高さ(深さ)測定します。
照明が届かない深い溝や凹凸面に
▶ 製造元:マイクロエプシロン社、ドイツ
▶ 強力な反射対策(部品の粗い面/光る面の反射対応)
– 拡散反射
– 鏡面反射
▶ 距離、厚さ測定
▶ そり測定、粗さ測定、平面度測定、表面形状測定等
▶ 被測定物表面からの反射量を即時に補正するRTSC付き
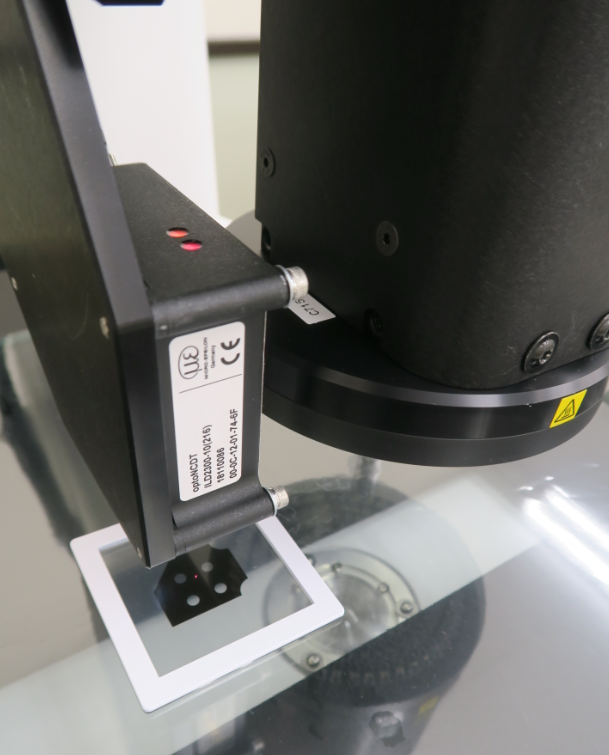
測定距離及びスポットサイズ:SMR=測定範囲の開始 / MMR=範囲の中央 / EMR=測定範囲の終了(例、 24/25/26mm) * ステージ上のレーザー測定範囲は画像の場合より小さくなります。
プリント基板の反りや部品の平坦度を、従来の接触式プローブで行おうとすると膨大な測定ポイントが必要となり、検査時間が非現実的な長さになってしまいます。マイクロビューのレーザー測定なら、対象物の表面を高速でスキャンし、「面」全体の微細な高低差やうねりをわずか数秒で取得します。 さらに大きな強みが、表面状態に合わせた「デフューズモード(拡散反射)」と「スペキュラーモード(正反射)」の切り替え機能です。一般的なレーザー変位計ではエラーになりやすい光沢面や鏡面に近いワークであっても、モードを切り替えることで安定した測定が可能になります。実際に導入されたお客様からも「他社のレーザーでは測れなかった光沢部品が、この切り替え機能のおかげで測れて本当に助かった」と高い評価をいただいています。
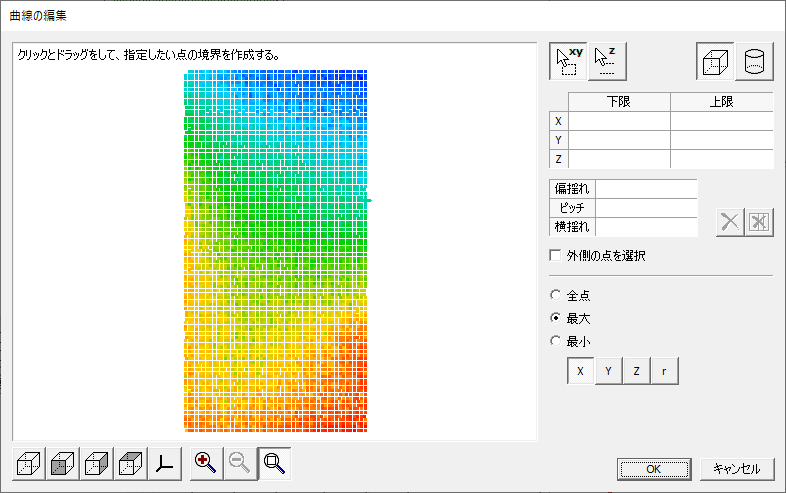
面全体の反り、ヒケ、うねりなど、高速スキャンによる「Z方向(高さ)の全体像把握」が求められる部品に最適です。
Q. プローブで1点ずつ高さを測るのと比べ、どれくらい速いですか? A. 測定エリアの広さにもよりますが、プローブでは数分~数十分かかる面全体の多点測定が、レーザースキャンであればわずが数秒~十数秒で完了します。圧倒的なスループットの向上が見込めます。
Q. 光沢のある面でもレーザーで正確に測れますか? A. 完全な鏡面や透明なガラスなどの極端な難素材の場合は、次にご紹介する「VAS(白色光センサー)」のご利用を推奨しております。
Q. レーザーで取得した3Dデータを外部に出力できますか? A. はい、取得した点群データはソフトウェア(InSpec)からテキスト形式等でエクスポート可能です。外部の解析ソフトでの詳細な評価にもご活用いただけます。
御社で実際に製造されている部品をお預かりし、画像測定によるエッジ検出の精度確認や、測定スピードのシミュレーションを無料で行う「テスト測定(サンプル測定)」を承っております。サンプルをご提供頂ければ実測し、結果をレポートさせて頂きます。


 03-5698-1154
03-5698-1154