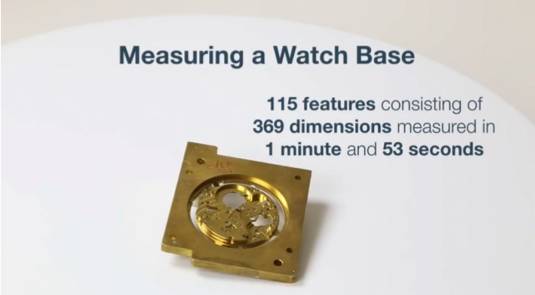
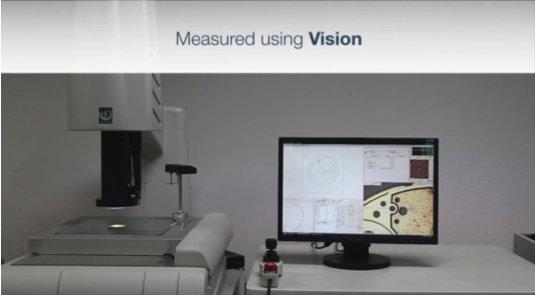
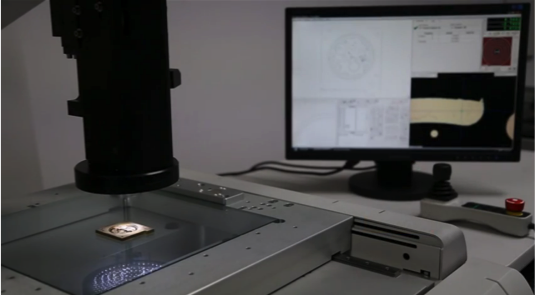
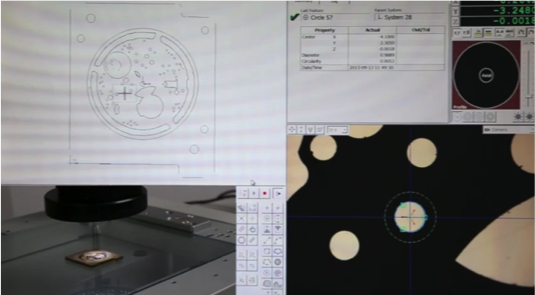
時計のベースの三次元測定事例 時計とその部品はCMM画像測定とマルチセンサー測定に最適です。Z⾼と輪郭は測定に共通で、簡単に測定できます。画像で測定できない小径の幾何特性は特殊なプローブ先端で測定できます。 1)測定時間 369の寸法から成る115要素を1分53秒で測定 2)測定方法 小型三次元測定機「Vertex 251UC」で画像測定 高輝度LEDマクロリングライト照明で測定 測定結果は左上画面に図形表示 3)測定機の仕様 測定機 Vertex 251UC 測定容積 250 x 160 x 160mm (LxWxH) 分解能 0.1μ 光学ズーム 12x 総合倍率 15x ~ 540x 製品の詳細を見てみる 4)オプション製品の仕様 オプション製品 仕様 マクロリングライト 基本倍率1倍(LWD長距離)/2倍(SWD短距離)、入射角度27º ~75º、5リング、8セクター、40セグメント オプション製品一覧はこちら 「マイクロ・ビュー」の全ての測定事例がこの一冊でわかる 「測定事例集 全23選」はこちら